Industrial Mixers & Agitators
We understand the advantages and limitations of all mixing systems, even complex designs that call for the mixer to perform multiple duties. The chemical and process industries present the most varied and difficult mixer problems that require precise mixing technology such as blending, heat transfer and high shear emulsification. Our full range of fluid agitators, sealing arrangements and impellers systems can solve even the most complicated applications. We can design, manufacture and install for blending, dissolution of solids, gas dispersion, crystallization, precipitation, heat transfer, solids suspension, high viscosity agitation and more.
Top and side entry mixers are used in the food, beverage and pharmaceutical industries. Our high
efficiency HA700 hydrofoil impellers or inline static mixers improve productivity and profitability. Our
experience ranges from simple blending and storage, such as milk, wine and margarine through heat
transfer crystallizers, cookers, fermenters and more complex applications like sugar crystallizers,
yogurt mixers and chocolate storage.
Our experience and industry knowledge allow us to solve your industrial mixer process needs.
Feel free to Contact
Us with any questions.
For more information about specific processes and what Mixtec can offer, please click on the links below

The chemical industry has the most varied and some of the most complex mixing requirements. Often, the mixer must be able to handle a combination of many mixing duties. High viscosity can also complicate the design, especially if it involves gas dispersion.
Changes in viscosity during the mixing process will require a sophisticated mixer, often hybrid impeller systems designed specifically for their duties. High viscosity and heat transfer we often utilize combinations of specialist high solidity and helix impellers driven by contra rotating drives.

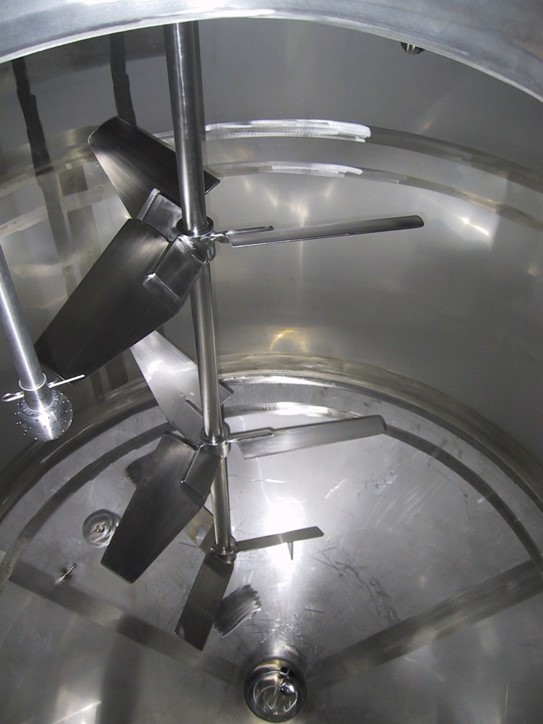
Mixtec food and beverage mixers are manufactured to the customer's specified standards. High grade polishes to 180 grit on 316 stainless steel and other surface treatments are employed. CIP (Cleaning in Place) flushing systems are available to maintain equipment sterility and achieve 100% cleaning.
Crevice free aseptic sanitary seals are standard, especially on side entry wine chillers and blenders, and on top entry cookers and fermenters.
Blending, high viscosity, heat transfer, emulsifiers, crystallizers, dissolution, high shear homogenizers, and many other duties are met across the food and brewing industries. Yogurt, sugar, milk, beer, sauces, margarine, syrups, yeasts, jams, and chocolates are all mixed using the full complement of Mixtec technology.

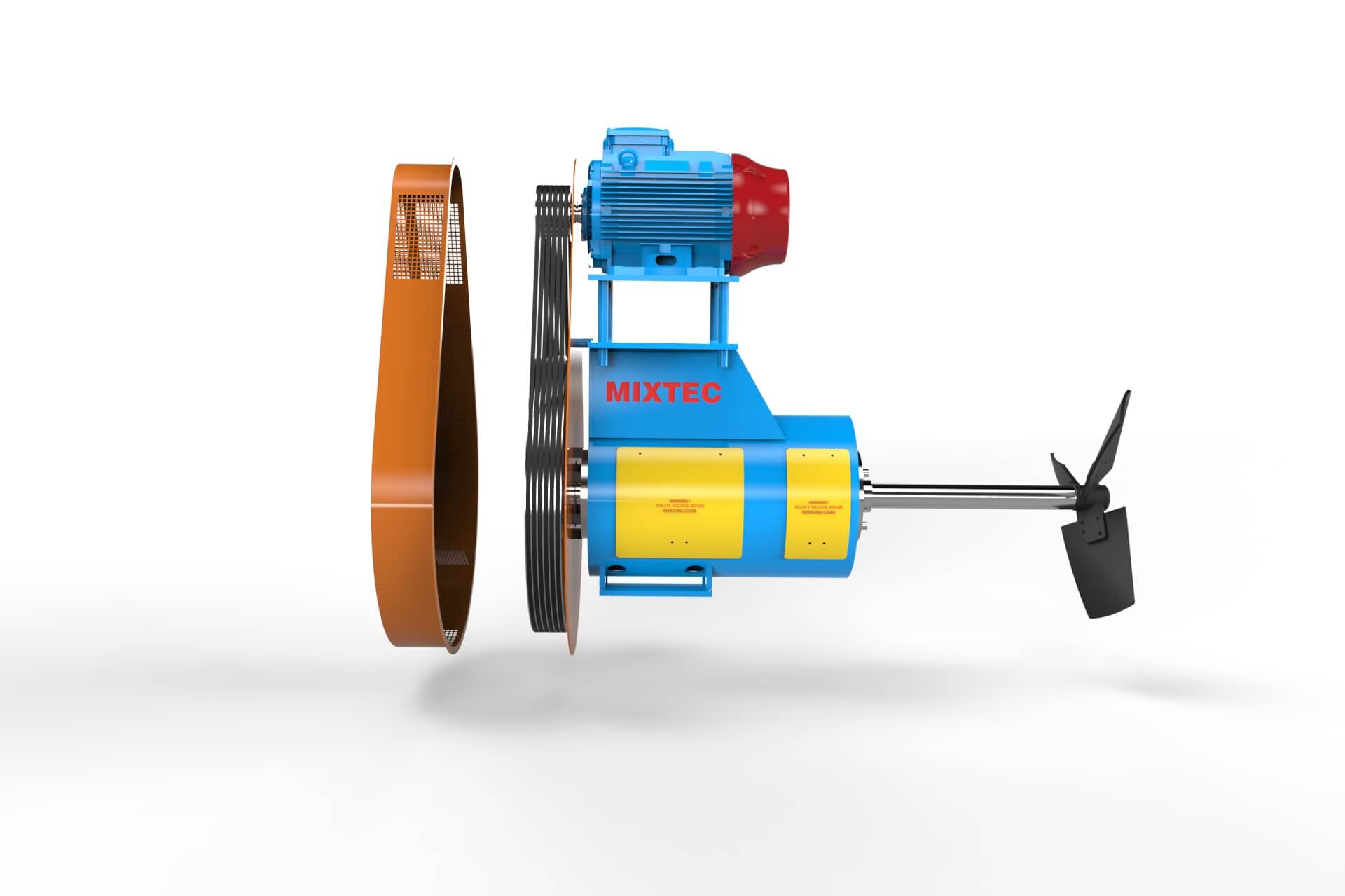
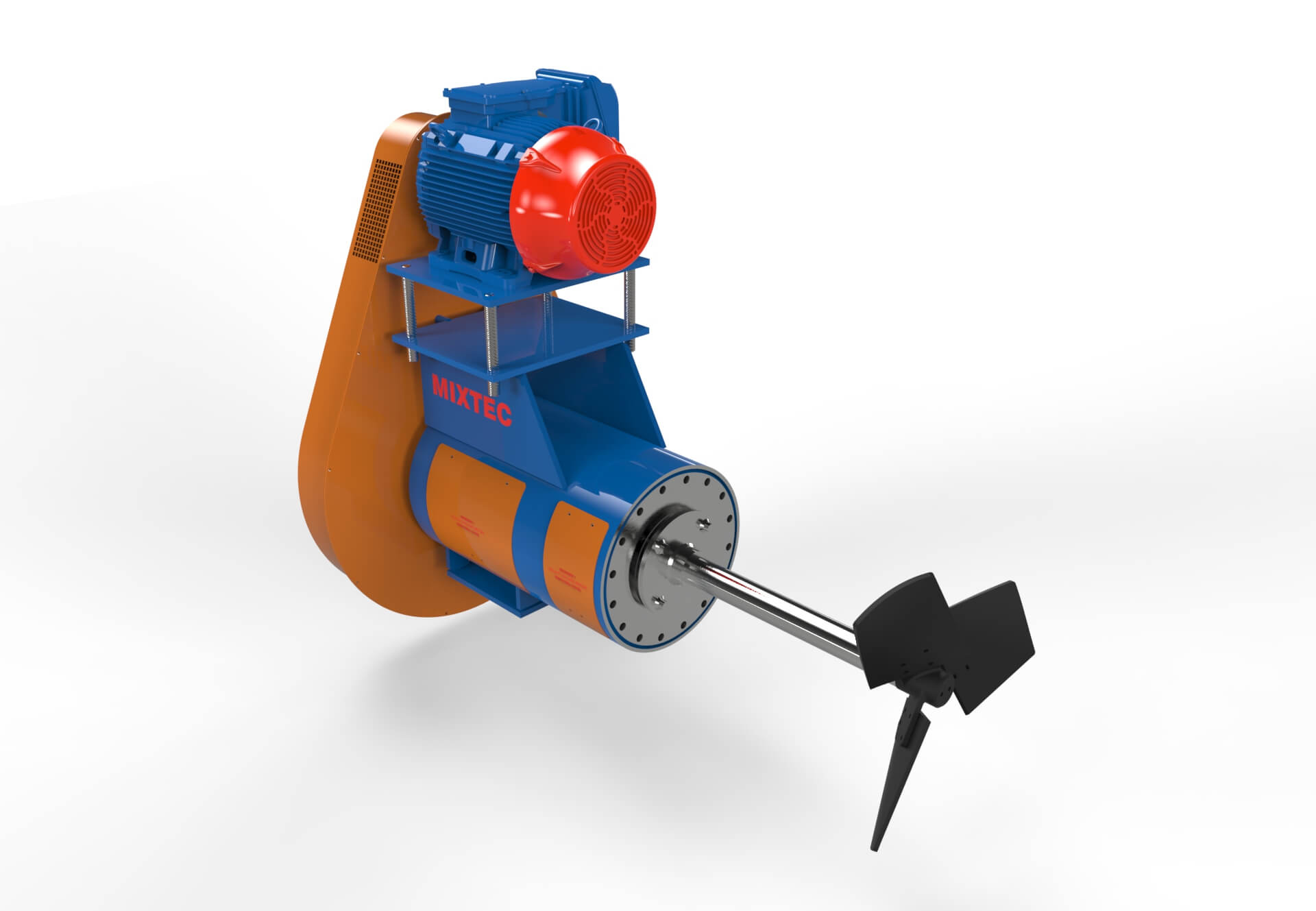
Mixtec Side Entry Mixers are primarily used for pulp homogenization. In this application, special attention is required to ensure the liquid is mixed correctly.
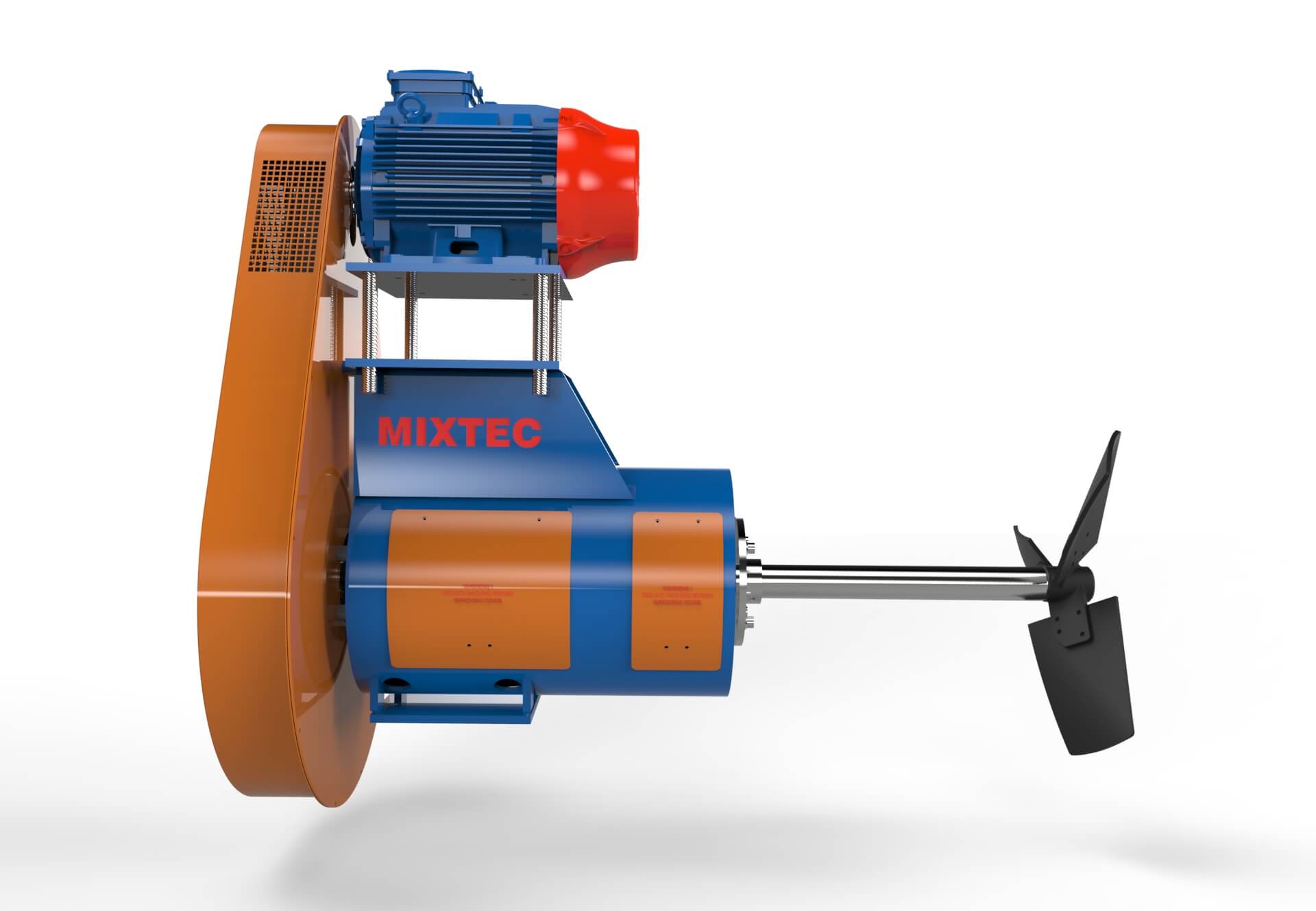
Belt reduced high speed units like the Mixtec Series 5500 (Belt Driven Units) are commonly used to focus the mixing intensely around the fluid injection points and maintain tank homogeneity.
Mechanical seals and packed gland sealing systems are built into the mixer mounting pedestal to prevent leakage.
Shut off devices are another feature of the mixer. Although the Series 5500 is designed for maximum seal life, seal replacement is eventually necessary. The seal shut off device allows for the seals to be isolated from the tank and removed for repair or replacement. This feature reduces downtime and increases productivity.
Various processes in the food and beverage as well as medical industries require the strictest of hygienic control. Mixtec has over 30 years designing and supplying mixers and agitators to food grade and medical standards.
In order to avoid contamination Mixtec can fully polish it's wet ends to prevent any build up of product that compromise the cleanliness of your operation. All polished mixers are thoroughly inspected to Mixtec's high quality standards to ensure your satisfaction and peace of mind that your process will remain contaminant free.
Certain applications require absolute cleanliness to avoid contamination of the product. Mixtec provides highly polished magnetically driven wet ends to achieve a completely sealed environment for the product during mixing without any risk of contamination.
{kind=link}
{kind=link}
{kind=link}
{kind=link}