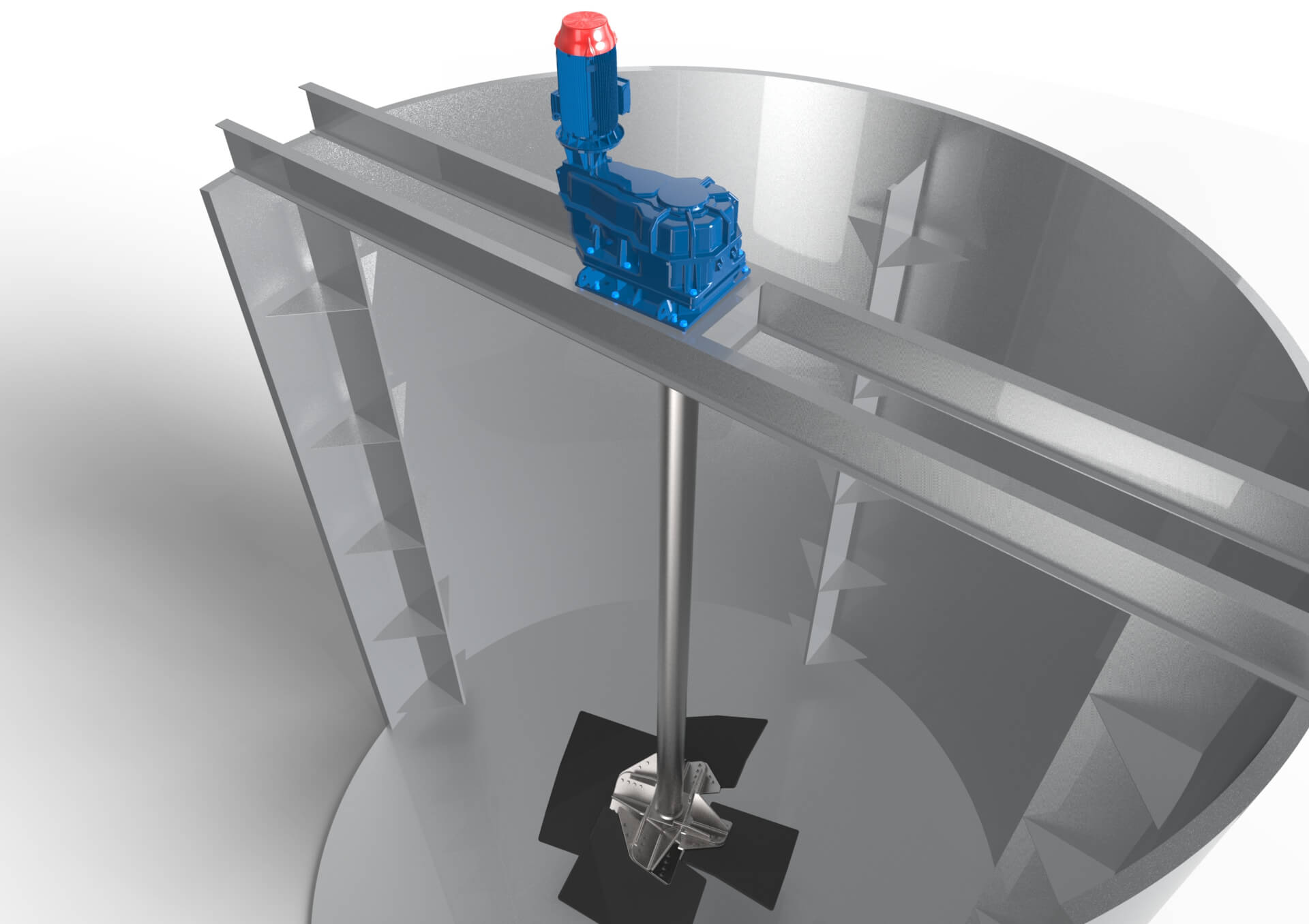
Mining Mixers & Agitators
Our Agitators are employed throughout the world in mining and refining projects. Advanced impeller technology has solved problems encountered during gold leaching, carbon-in-pulp adsorption, biological leaching, flotation, conditioning and attrition scrubbing, and many more resulting in high quality mixing equipment for all industries and applications..
The mining industry has extensively benefited from our ability to refurbish and improve upon existing mixing systems. We can produce not only power savings, but also increase the operational life of existing Agitators. These improvements include new impeller technology and engineering capabilities for the manufacturing of agitator drives.
Feel free to Contact
Us with any questions.
For more information about specific processes and what Mixtec can offer, please click on the links below

Mineral Leaching (CIP/CIL/Repulping). Used mainly in Gold minerals processing. Mixtec has several impeller types available for use in this industry. Gold Leach vessels are now commonly exceeding 5000 cubic meters.
We have always been at the forefront of CIP and CIL mixing technology with hundreds of such agitators in operation around the world. With installations in Europe, North, Central and South America, the Middle East, Asia, Africa, Australia, and around the Pacific, we have developed a track record few can match.

Autoclave mixing requires a specialized agitator design because of the high pressure and high heat inside the autoclave vessel. From the selection of the Drive and Mechanical seal Mixtec will ensure that all considerations have been taken into account to provide the highest possible quality agitator for your autoclave application.
Over Mixtec's history we have worked side by side with industries, such as platinum, to design and manufacture the most efficient and effective autoclave design possible.

Gas dispersion is used in a variety of mixing applications like desulfurization, absorption, and fermentation, to name a few. In gas dispersion applications the effectiveness of the agitator is determined by the flow rate as the bubble size is reduced by fluid velocity and not impeller contact. The rate of air flow into the tank determines the type and size of impeller.
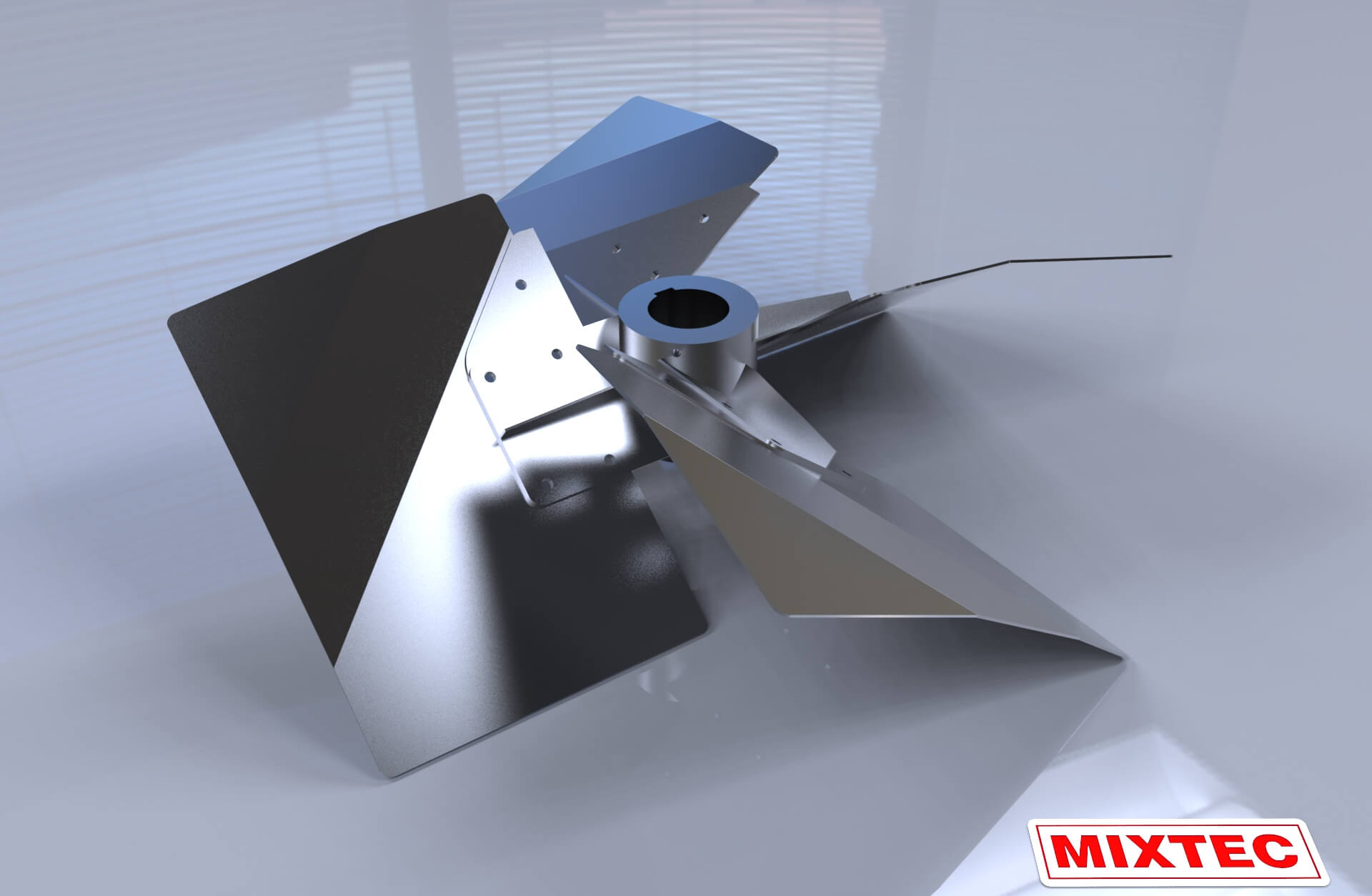
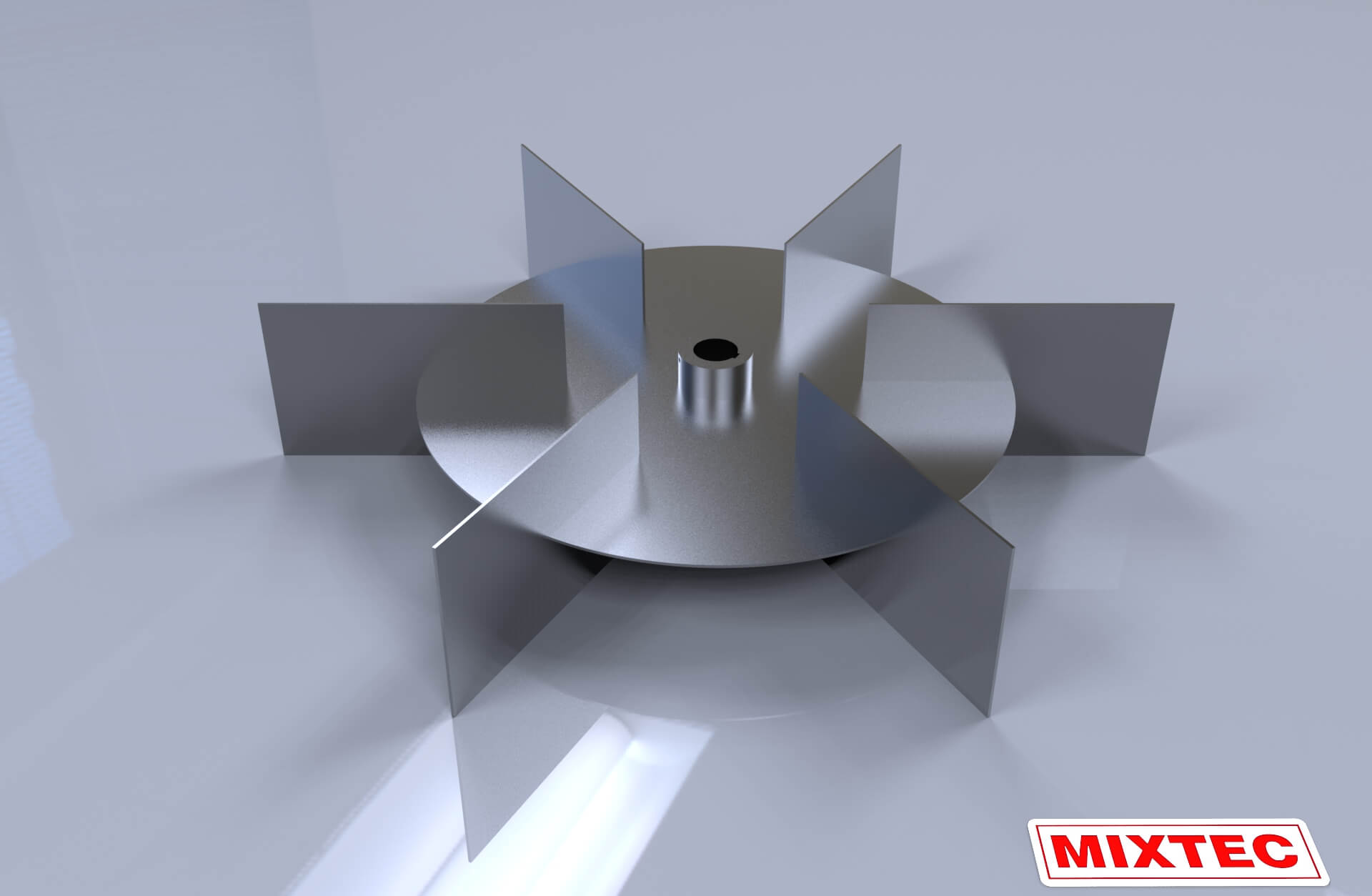
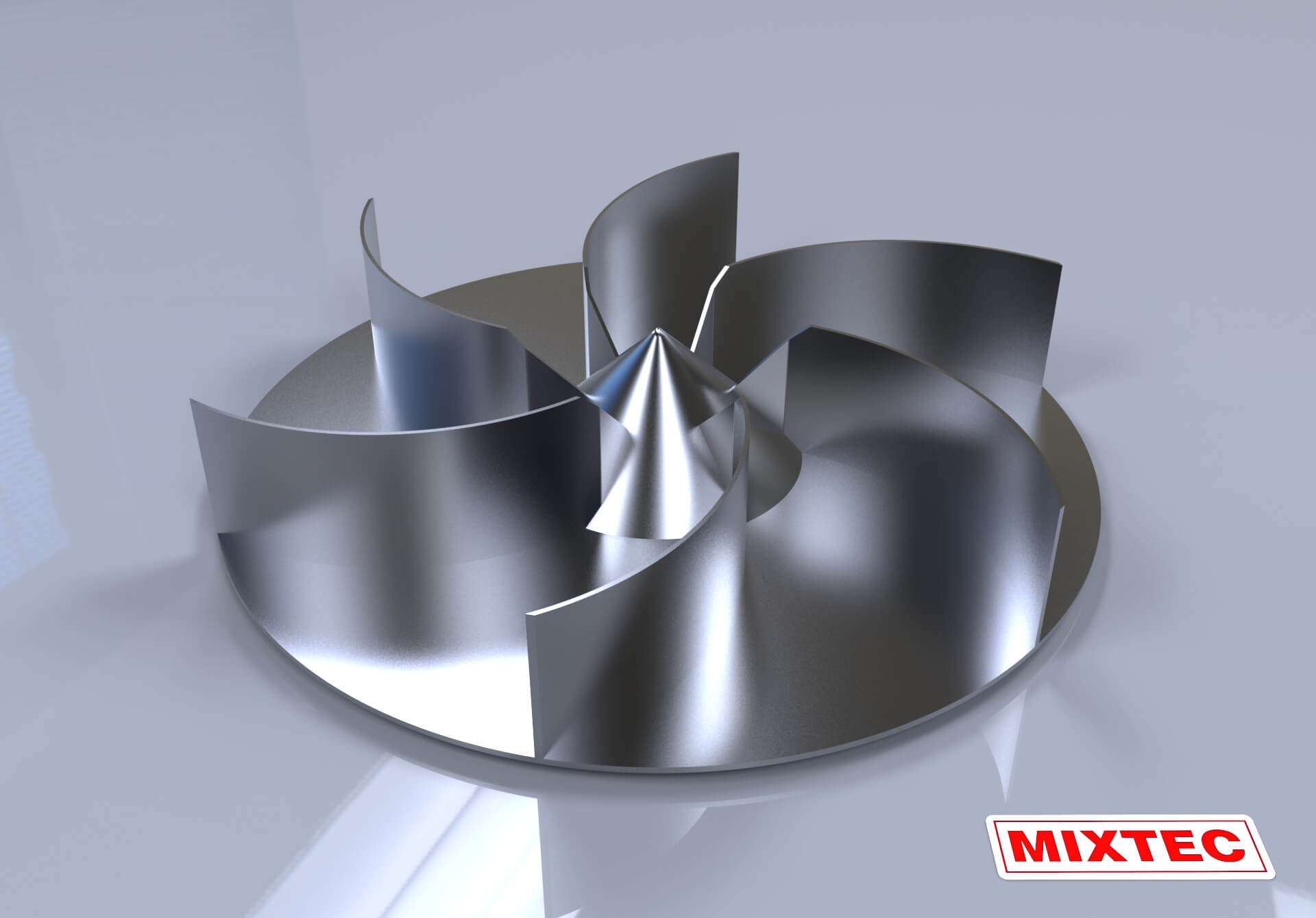
Mixtec has 2 common types of gas dispersion impellers that work for most applications. The Mixtec HA703 hydrofoil impeller is most commonly used for low to medium gas flow rates. The HA736 is used for more aggressive applications where there are high solids and high gas flow rates in the mixing chamber. Mixtec's impellers are optimized to ensure proper mass transfer, high flow rates, uniform gas contact, and proper kinetic reaction.
At the heart of the solvent extraction plant are the primary pump mixers and secondary mixers. These units drive the system and ensure the correct kinetics which give optimum performance. Extensive mixing and pumping test work both in the laboratory and the field has been essential to fully develop superior solvent extraction technology. Hydraulic efficiency, optimum droplet size and impeller hydraulics all play a part in the technology of solvent extraction.

Mixtec is an approved supplier for the BIOX® process.
Developed as an alternative to cyanide leaching for gold recovery the BIOX® process uses microbes to destroying the sulfide minerals that would prevent the gold from being leached, thus increasing the overall recovery rate.
In the seventies, mining companies around the world began utilising backfill. Backfilling involves the treatment of waste material or tailings, de-watering the product by varying degrees and placing the material in mined out areas. Binders such as cement, slag or pulverised ash are often mixed with the slurry to increase the load bearing characteristics. To facilitate drainage, the minus 45 micron fraction is usually removed from the slurry and with the underground plants, this de-slimed material, typically at an SG of 1.7 to 1.8, is sorted in underground dams prior to be being pumped to the stope area.
The advantages of backfilling include: improved Recovery - With the success of backfill there has been a reduction in the amount of ore locked up in shaft pillars and hence an improvement in ore recovery. Using backfilling also reduces the underground fire risk as timber packs are replaced with Backfill Bags.
Mixtec has continued ongoing research which was started as early as 1978 and continued through Mixtec’s inception in 1984. Work at the time was done in conjunction with the Chamber of mines. It is important not to underestimate the Harshness of Backfill in the Mixer design. A lot of experience was gained from the early day trials carried out with most of the mining companies in South Africa.
Today we continue to work with Major Mining companies on new developments in Backfill design systems. The future operation of many older mines depends on the new backfill development.

Sulphur is a requirement for the various chemical reactions to take place in many mining applications including Cyanide Destruction.
Mines with high requirements for sulphur build sulphur plants to produce their own sulphur for these reactions. Mixtec will design agitators to suit all tanks that require agitators, such as the Dirty Sulphur Mixer

{kind=link}
{kind=link}
{kind=link}
{kind=link}